
图片
2016年3月2日星期三
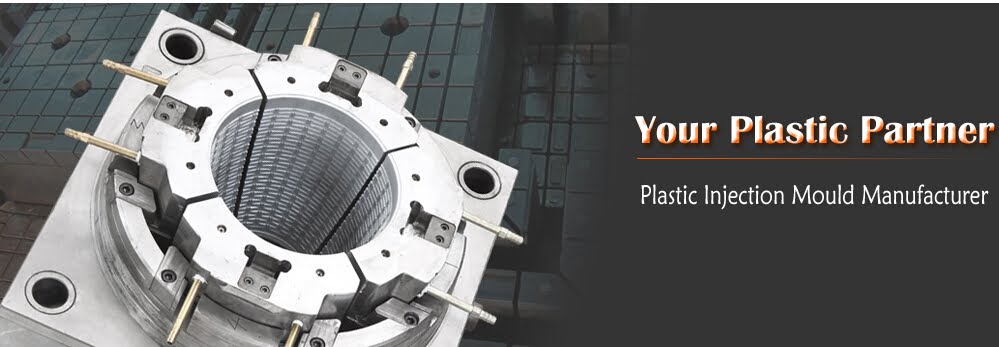
Get the project management experience you deserve
Our turnkey approach to MASTER plastic mold manufacturer insures you get the quality, price and delivery required without the problems of dealing with off-shore suppliers. We work with each individual client and use the best material available for each application. We will design and build your mold and monitor your quality specifications throughout the manufacturing process. MASTER will stock and monitor pre-determined quantities of your products to ensure just-in-time delivery of your MASTER plastic injection mould components.
2016年2月27日星期六
MASTER plaster mold are used for locating, mounting, and assembly purposes
MASTER plaster mold are used for locating, mounting, and assembly purposes. There are boss design guidelines that must be followed to insure the highest quality in MASTER mold making parts. Again, one of the main points to consider is nominal wall thickness. Too many times bosses are designed with thick wall sections that can affect the appearance of the plastic part and the final product. Boss diameter, wall thickness, and height design parameters. While boss heights vary by design, the following guidelines will help avoid surface imperfections like sink marks and voids: the height of the boss should be no more than 2 1/2 times the diameter of the hole in the boss.


2016年2月23日星期二
All design features MASTER of the mold opening
The coring of MASTER rattan sofa mold is easy when the axis is parallel to the parting line. But when holes and other features run perpendicular to the parting line then retractable cores (or cams) are required. Split pins and cores (called passing steel shutoffs) can be used to create some of the features. The designer needs to be aware of the problems of side action cores and the added expenses associated with these types of MASTER plastic injection mould. With a little understanding of how the mold opens and where the parting line will exist, these costly features can be modified. Rule of thumb: whenever possible all design features should be incorporated in the same direction of the mold opening so that cam action can be avoided.

2016年2月19日星期五
This same rule applies between MASTER plastic rattan molding
As easy as MASTER plastic rattan molding is to make holes in molded parts it does not come without some concerns for the strength of the part. For every cored or molded hole there will be a weld line. The weld lines are caused by the flow of the melted plastic around the core pins. These weld lines are not as strong as the surrounding plastic material, and also may detract from the overall appearance of the MASTER injection mould part. The part designer should consider these points when designing holes in a molded part.

2016年2月15日星期一
MASTER Injection molding machines blow molding products
In Injection molding supplies, melted plastic is forced into a mold cavity. Once cooled, the mold can be removed. MASTER custom plastic mold process is commonly used in mass-production or prototyping of a product. Injection molding machines can be used to mass produce toys, kitchen utensils, bottle caps, and cell phone stands to name a few. Blow molding is like injection molding except that hot liquid plastic pours out of a barrel vertically in a molten tube. The mold closes on it and forces it outward to conform to the inside shape of the mold. When it is cooled, the hollow part is formed. Examples of blow molding products are bottles, tubes and containers.

2016年2月11日星期四
View wheel mold products at MASTER
MASTER plastic mold manufacturer use Pressure Sensitive Acrylic Foam Tapes and/or Heat-Activated Acrylic Foam Tapes as their preferred method of attaching many of their MASTER wheel covers molding products. By clicking on the links , you will be sent directly to our company's web site. where you can view products offering and place an order for the tape attached accessory parts that best suits your needs.

2016年2月7日星期日
MASTER rattan sofa mold with a high weathering resistance
An affordable and functional sofa set, made of MASTER rattan sofa mold, a material very similar to plastic with a high weathering resistance. It can be left outdoor even during the winter season and doesn't require any maintenance, and is not subject to any change.The sofa set is supplied complete, as you see in the picture. MASTER Mold polishing is one of the most detailed and manually intensive processes within MASTER — one that is almost artistic in nature. All of the ejector pins are cut to length, the sides are assembled to the press and final fittings are done to ensure the mold will seal properly once resin is injected.

订阅:
博文 (Atom)